

How to understand the relationship between welding defects and non-destructive testing, it is recommended to collect!
- Categories:Industry News
- Author:
- Origin:
- Time of issue:2021-07-29 16:48
- Views:
How to understand the relationship between welding defects and non-destructive testing, it is recommended to collect!
(Summary description)1. Common welding defects can be divided into four categories:
(1) The size of the weld seam does not meet the requirements: such as the weld seam is super high, super wide, too narrow, the height difference is too large, and the weld transition to the base metal is not smooth.
(2) Welding surface defects: such as undercut, weld bump, indentation, overflow, incomplete penetration, surface pores, surface cracks, etc.
(3) Weld internal defects: such as pores, slag inclusion, cracks, lack of fusion, tungsten inclusion, and incomplete penetration of double-sided welding.
(4) The performance of the welded joint does not meet the requirements: the mechanical properties and corrosion resistance of the welded joint are reduced due to overheating, overburning and other reasons.
2. The hazards of welding defects to welded components mainly include the following aspects:
(1) Cause stress concentration
The distribution of stress in welded joints is very complicated. Where there is a sudden change in the cross section of the structure, the stress distribution is particularly uneven, and the stress value at some points may be many times larger than the average stress value. This phenomenon is called stress concentration.
There are many reasons for stress concentration, and the existence of process defects in the weld is one of the most important factors.
The cracks, incomplete penetration and other defects with sharp notches in the weld make the weld cross section discontinuous and produce abrupt positions, which will cause great stress concentration under the action of external force.
When the stress exceeds the breaking strength of the metal material at the front end of the defect, the material will crack and fail.
(2) Shorten the service life
For components subjected to low-cycle fatigue loads, if the size of the defect in the weld exceeds a certain limit, the defect will continue to expand and grow after a certain number of cycles, until the component breaks.
(3) Causes embrittlement and endangers safety
Brittle fracture is a kind of low-stress fracture, which is a rapid and sudden fracture of structural parts without plastic deformation, which is very harmful.
Welding quality has a great influence on the brittle fracture of the product.
3. Welding defects
(1) Welding deformation
Generally, the workpiece will be deformed after welding. If the deformation exceeds the allowable value, it will affect the use.
Several examples of welding distortion are shown in Figure 2-19.
The main reason is the uneven local heating and cooling of the weldment. Because during welding, the weldment is only heated to high temperature in a local area. The closer it is to the weld, the higher the temperature and the greater the expansion.
However, the metal in the heating area cannot expand freely because it is blocked by the metal with lower surrounding temperature; and it cannot shrink freely due to the restraint of the surrounding metal during cooling.
As a result, this part of the heated metal has tensile stress, while the other part of the metal has a balanced compressive stress.
When these stresses exceed the yield limit of the metal, welding deformation will occur; when the strength limit of the metal is exceeded, cracks will appear.
(2) External defects of the weld
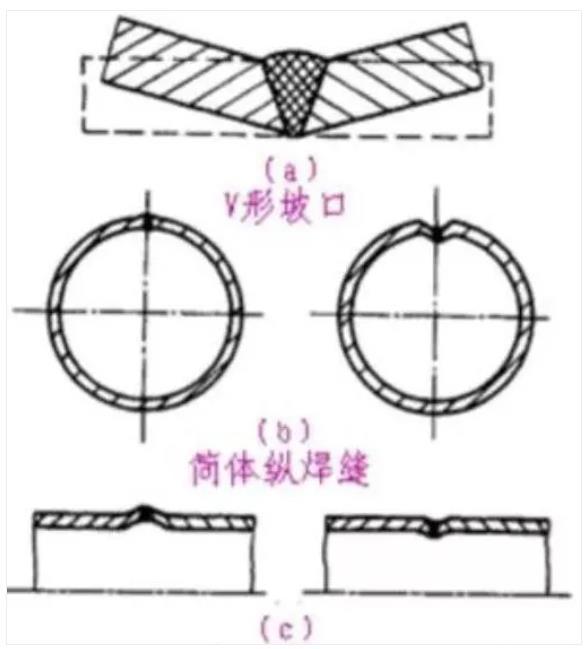
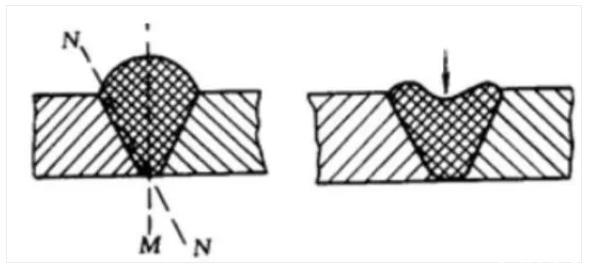
1. Welding seam enhancement is too high
As shown in Figure 2-20, this phenomenon will occur when the angle of the welding groove is too small or the welding current is too small.
The dangerous plane of the weldment weld has transitioned from the M-M plane to the N-N plane of the fusion zone. Due to stress concentration, it is prone to damage. Therefore, in order to improve the fatigue life of the pressure vessel, it is required to shovel the reinforcement height of the weld.
2. The weld is too concave
As shown in Figure 2-21, the strength of the joint is reduced due to the reduction of the working section of the weld.
3. Weld undercut
The depression formed on the workpiece along the edge of the weld is called undercut, as shown in Figure 2-22.
It not only reduces the working section of the joint, but also causes serious stress concentration at the undercut.
4. Welding
The molten metal flows to the unmelted workpiece at the edge of the molten pool, and it accumulates to form a weld bump, which is not fused with the workpiece, as shown in Figure 2-23.
The weld bead has no effect on the static load strength, but it will cause stress concentration and reduce the dynamic load strength.
5. Burn through
As shown in Figure 2-24. Burn through means that part of the molten metal leaks from the opposite side of the weld, or even burns through into a hole, which reduces the strength of the joint.
The above five kinds of defects exist on the surface of the weld, which can be found by naked eyes and can be repaired in time.
If the operation is skilled, it can generally be avoided.
(3) Internal defects of the weld
1. Incomplete penetrat
- Categories:Industry News
- Author:
- Origin:
- Time of issue:2021-07-29 16:48
- Views:
1. Common welding defects can be divided into four categories:
(1) The size of the weld seam does not meet the requirements: such as the weld seam is super high, super wide, too narrow, the height difference is too large, and the weld transition to the base metal is not smooth.
(2) Welding surface defects: such as undercut, weld bump, indentation, overflow, incomplete penetration, surface pores, surface cracks, etc.
(3) Weld internal defects: such as pores, slag inclusion, cracks, lack of fusion, tungsten inclusion, and incomplete penetration of double-sided welding.
(4) The performance of the welded joint does not meet the requirements: the mechanical properties and corrosion resistance of the welded joint are reduced due to overheating, overburning and other reasons.

2. The hazards of welding defects to welded components mainly include the following aspects:
(1) Cause stress concentration
The distribution of stress in welded joints is very complicated. Where there is a sudden change in the cross section of the structure, the stress distribution is particularly uneven, and the stress value at some points may be many times larger than the average stress value. This phenomenon is called stress concentration.
There are many reasons for stress concentration, and the existence of process defects in the weld is one of the most important factors.
The cracks, incomplete penetration and other defects with sharp notches in the weld make the weld cross section discontinuous and produce abrupt positions, which will cause great stress concentration under the action of external force.
When the stress exceeds the breaking strength of the metal material at the front end of the defect, the material will crack and fail.
(2) Shorten the service life
For components subjected to low-cycle fatigue loads, if the size of the defect in the weld exceeds a certain limit, the defect will continue to expand and grow after a certain number of cycles, until the component breaks.
(3) Causes embrittlement and endangers safety
Brittle fracture is a kind of low-stress fracture, which is a rapid and sudden fracture of structural parts without plastic deformation, which is very harmful.
Welding quality has a great influence on the brittle fracture of the product.
3. Welding defects
(1) Welding deformation
Generally, the workpiece will be deformed after welding. If the deformation exceeds the allowable value, it will affect the use.
Several examples of welding distortion are shown in Figure 2-19.
The main reason is the uneven local heating and cooling of the weldment. Because during welding, the weldment is only heated to high temperature in a local area. The closer it is to the weld, the higher the temperature and the greater the expansion.
However, the metal in the heating area cannot expand freely because it is blocked by the metal with lower surrounding temperature; and it cannot shrink freely due to the restraint of the surrounding metal during cooling.
As a result, this part of the heated metal has tensile stress, while the other part of the metal has a balanced compressive stress.
When these stresses exceed the yield limit of the metal, welding deformation will occur; when the strength limit of the metal is exceeded, cracks will appear.
(2) External defects of the weld
1. Welding seam enhancement is too high
As shown in Figure 2-20, this phenomenon will occur when the angle of the welding groove is too small or the welding current is too small.
The dangerous plane of the weldment weld has transitioned from the M-M plane to the N-N plane of the fusion zone. Due to stress concentration, it is prone to damage. Therefore, in order to improve the fatigue life of the pressure vessel, it is required to shovel the reinforcement height of the weld.
2. The weld is too concave
As shown in Figure 2-21, the strength of the joint is reduced due to the reduction of the working section of the weld.
3. Weld undercut
The depression formed on the workpiece along the edge of the weld is called undercut, as shown in Figure 2-22.
It not only reduces the working section of the joint, but also causes serious stress concentration at the undercut.
4. Welding
The molten metal flows to the unmelted workpiece at the edge of the molten pool, and it accumulates to form a weld bump, which is not fused with the workpiece, as shown in Figure 2-23.
The weld bead has no effect on the static load strength, but it will cause stress concentration and reduce the dynamic load strength.
5. Burn through
As shown in Figure 2-24. Burn through means that part of the molten metal leaks from the opposite side of the weld, or even burns through into a hole, which reduces the strength of the joint.

The above five kinds of defects exist on the surface of the weld, which can be found by naked eyes and can be repaired in time.
If the operation is skilled, it can generally be avoided.
(3) Internal defects of the weld
1. Incomplete penetration
Incomplete penetration refers to a defect in which the workpiece and the weld metal or weld layer are not locally fused. Incomplete penetration weakens the working section of the weld, causing serious stress concentration and greatly reducing the strength of the joint. It often becomes the source of weld cracking.
2. Slag inclusion
There is non-metallic slag in the weld, which is called slag inclusion. Slag inclusion reduces the working cross-section of the weld, causing stress concentration, and reducing the strength and impact toughness of the weld.
3. Stoma
When the weld metal is at a high temperature, it absorbs too much gas (such as H2) or the gas generated by the metallurgical reaction in the molten pool (such as CO). It is too late to be discharged when the molten pool is cooled and solidified, and cavities are formed inside or on the surface of the weld. , Which is the stomata.
The existence of pores reduces the effective working section of the weld and reduces the mechanical strength of the joint. If there are penetrating or continuous pores, it will seriously affect the tightness of the weldment.
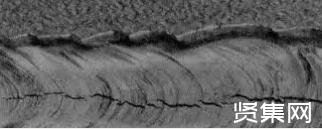
4. Crack
During or after welding, the partial fracture of the metal in the area of the welded joint is called a crack. Cracks may occur in the weld, or in the heat-affected zone on both sides of the weld. Sometimes it occurs on the surface of the metal, sometimes inside the metal.
Usually according to the different mechanism of crack generation, it can be divided into two types: hot crack and cold crack.
4.1 Thermal cracking
Thermal cracks are generated during the crystallization process from liquid to solid in the weld metal, and most of them occur in the weld metal.
The main reason for this is the presence of low melting point substances (such as FeS, melting point 1193°C) in the weld, which weakens the relationship between the crystal grains. When subjected to greater welding stress, it is easy to cause cracks between the crystal grains.
When the weldment and electrode contain a lot of impurities such as S and Cu, thermal cracking is easy to occur.
Thermal cracks are characterized by distribution along grain boundaries. When the crack penetrates the surface and communicates with the outside world, it has an obvious hydrogenation tendency.
4.2 Cold cracks
Cold cracks are produced during the cooling process after welding, mostly on the fusion line of the base metal or the junction of the base metal and the weld.
The main reason for this is that the quenched structure is formed in the heat-affected zone or the weld. Under the action of high stress, it causes cracks in the grains. When welding easy-to-quench steels with high carbon content or more alloying elements, it is more Easy to produce cold cracks.
Too much hydrogen melted into the weld can also cause cold cracks.
Crack is a very dangerous defect. In addition to reducing the load-bearing section, it also produces severe stress concentration. The crack will gradually expand during use, which may cause damage to the component. Therefore, such defects are generally not allowed in the welded structure. Once found, it must be removed and re-welded.
4. Welding inspection
Necessary inspection of welded joints is an important measure to ensure welding quality.
Therefore, after the workpiece is welded, the weld should be inspected according to the technical requirements of the product. Any defects that do not meet the technical requirements must be repaired in time.
Welding quality inspection includes three aspects: visual inspection, non-destructive testing and mechanical performance test. These three are complementary to each other, and non-destructive testing is the main one.
(1) Visual inspection
Visual inspection is generally based on naked eye observation, sometimes with a magnifying glass of 5-20 times.
Through visual inspection, surface defects of the weld can be found, such as undercuts, weld bead, surface cracks, pores, slag inclusions and weld penetration. The overall dimensions of the weld can also be measured with a weld joint detector or prototype.
(2) Non-destructive testing
Inspection of slag inclusions, pores, cracks and other defects hidden in the weld.
At present, X-ray inspection is commonly used, as well as ultrasonic inspection and magnetic inspection.
X-ray inspection is the use of X-rays to take pictures of welds, and judge whether there are internal defects, the number and type of defects according to the negative image. Then assess whether the weld is qualified according to the technical requirements of the product.
The basic principle of ultrasonic flaw detection is shown in Figure 2-25.
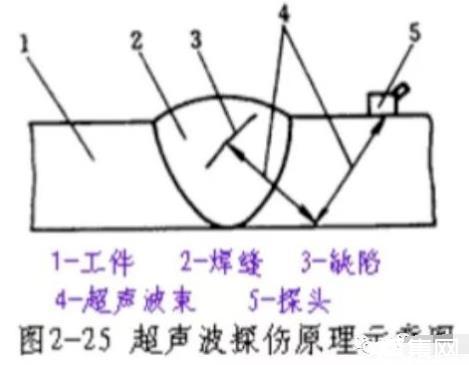
The ultrasonic beam is emitted by the probe and passes into the metal. When the ultrasonic beam reaches the metal-air interface, it is refracted and passes through the weld.
If there is a defect in the weld, the ultrasonic beam will be reflected to the probe and be accepted, and then a reflected wave will appear on the phosphor screen. Based on the comparison and identification of these reflected waves with normal waves, the size and location of the defect can be determined.
Ultrasonic flaw detection is much simpler than X-ray photography, so it is widely used.
However, ultrasonic flaw detection can often only be judged based on operating experience, and no inspection basis can be left.
For internal defects that are not deep from the surface of the weld and very small cracks on the surface, magnetic testing can also be used.
(3) Water pressure test and air pressure test
For pressure vessels requiring tightness, water pressure test and/or air pressure test must be carried out to check the tightness and pressure bearing capacity of the weld.
The method is to inject 1.2-1.5 times the working pressure of clean water or gas equal to the working pressure (mostly with air) into the container, stay for a certain period of time, then observe the pressure drop in the container, and observe whether there is any leakage from the outside. According to these, the welding seam can be qualified.
(4) Mechanical performance test of welding test board
Non-destructive testing can find the inherent defects of the weld, but it cannot explain the mechanical properties of the metal in the heat-affected zone of the weld. Therefore, tensile, impact, and bending tests are sometimes performed on the welded joint. These tests are completed by test panels.
The test plate used should be welded together with the longitudinal seam of the cylinder to ensure consistent construction conditions, and then the test plate is subjected to mechanical performance test. In actual production, generally only the welded joints of new steel grades are tested in this respect.
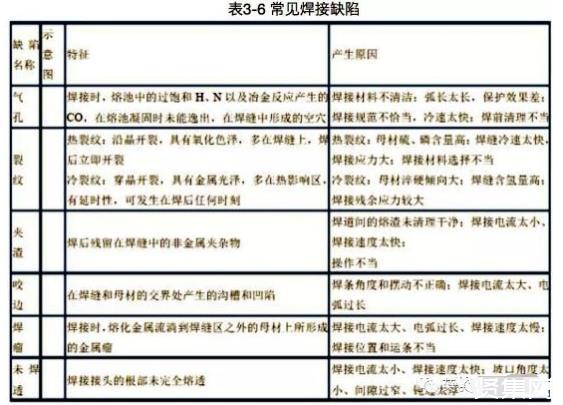
Welding Defects and Inspection Welding Defects During the welding production process, due to the influence of various factors in design, process, and operation, various welding defects often occur.
Welding defects will not only affect the beauty of the weld, but also reduce the effective bearing area of the weld, cause stress concentration and cause fracture, which directly affects the reliability of the welded structure.
Table 3-6 lists common welding defects and their causes.
Source: Welding Technology
Note: All pictures in the article are reprinted on the Internet, and infringement will be deleted
Tel: 0571-88780081
Mail: Firmkim@cn-huaguang.com
Fax: 0571-887 80081
Post code: 311112
Add: No. 7 Yaojia Road, Liangzhu Street, Yuhang District, Hangzhou City, Zhejiang Province (Huaguang New Materials)

Douyin QR code

We chat number

WeChat public account
©2021 Hangzhou Fujing Welding Technology Co., Ltd. all rights reserved 浙ICP备2021023610号-1 300.cn Hangzhou
-
WeChat
-
Telephone
- Service Hotline 0571-88780081
- TOP