


Products
PRODUCT CATEGORY

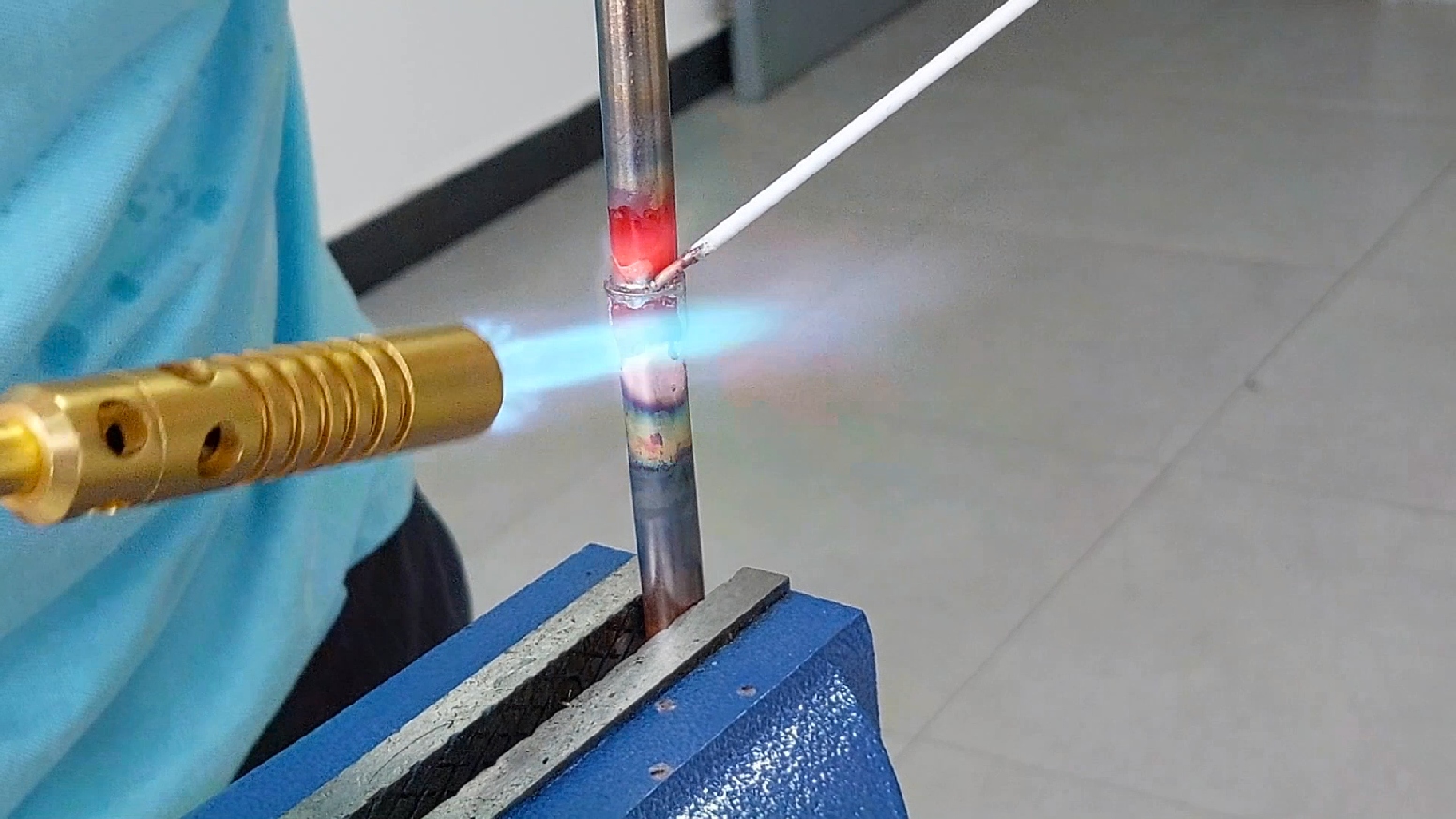
Product Description
Tag:
Flame brazing processing
Related Products
Get free product quotes
Our staff will contact you within 24 hours (working days). If you need other services, please call the service hotline:18594983359

Telephone:+86-18594983359
E-mail:Firmkim@cn-huaguang.com
Zip Code: 311112
Address: No. 82, Qihang Road, Renhe Street, Yuhang District, Hangzhou City, Zhejiang Province

Douyin QR code

We chat number

WeChat public account